����ɰ�Ӛ�u�O�����K���a��ˇ��Ҫ�Ժ�ɰ����ɰ��ԭ���ϣ����üӚˇ���a���K��
����һ��ɰ�Ӛ�u�O�����Kԭ��Ҫ��
����1.ʯӢɰ
����ԓ��ˇ��Ҫ��ʯӢɰ�w����һ��Ҫ����ͨʯӢɰ����Ҫ���W�ɷ֞�������裬�京����90%-99%��ԇ��x�î��غ�ɰ�м�ɰ����ԭ�����a�Ӛ�u�O�����K��ԓɰ�ĺY����������������

��������ɰ�Ӛ�u�O�����K���a��ˇɰ�{�Ƃ䣺
����1.ɰ�w��������ú���^�֣�����K�����������Ɲ{�C�Ɲ{����ĥ��ԇ��м��b��һ��ɰ���������{��Ƥ���C�oĥ�C�����ϣ�Ó��ʯ������U�{����ĥ�C��ͬɰһ����ĥ���������a��Ҫɰ����������20T/h���ң�ɰ�{�Uɢ�ȿ�����28cm-30cm��ĥ��ĝ{�w�����^�ɿӳ���50m³�ϝ{���������á�
����2.ɰ�Ӛ�u�O�䝲�����ϼ�����
����ʯ�ҡ�ˮ�ࡢ�X����Ȇ��}�����wÿģ(6m)×1.2m×0.6ģ�䣬���w�e5.1m³�����w�e(4.32m³)��������ϱȞ飺�ϝ{4000kg/ģ(�ѓ���Ó��ʯ��)��ʯ��450kg/ģ��ˮ��250kg/ģ���X��2.6kg/ģ��
���������ضȞ�46�棬�����Uɢ��20cm-22cm������������o�B���o�B���l��r�g��30min-35min���l�����K�ضȞ�70��-72�棬�l������K����ƽ������ģ�������и�r�g��2h-2.5h���и�ǰ���w�ض�80��-85�档
��������ɰ�Ӛ�u�O�����K��ˇ���c��
����1.ɰ����ĥ�Բɰ������ú���w���֡�Ӳ�ȴ��^���yĥ�����_��4900��/cmƽ���Y��40�ԃȣ�1.83cm×7m��ĥ�C�_�r�a����20T/h���ҡ�
����2.�O��ĥ�p��ɰ����ѡ��r�塢���{�ü���������C�~݆��ĥ�p�dz������aɰ�Ӛ�u�O�����Kÿ�����ĥ�p����80-120T�����{���~݆ÿ���ȸ��Qһ�Ρ���������C�~݆ÿ�ɂ��¸��Qһ�Ρ�
����3.ɰ�{�ļ��ȼ�����^�y���ƣ����K��������ƫ�ء�
����4.���K������ģ���aƷ�g�Ժá���ɰ�{�����Բ���r���K������ģ�����\��a��r����ȱ����ǡ�
����5.�aƷ�������a��ճ�ӣ������ǿշ��O���еĵײ�����^ճ�Ӈ��أ����ºϸ���ƫ�͡�
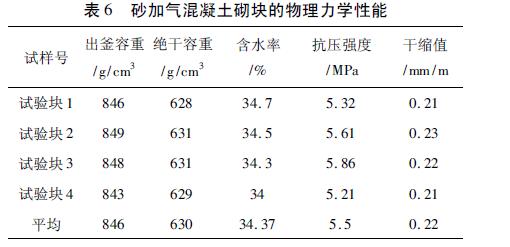
�����ġ�ɰ�Ӛ�u�O�����K���ܣ�